
























































































































































































































































































































































Seite 46
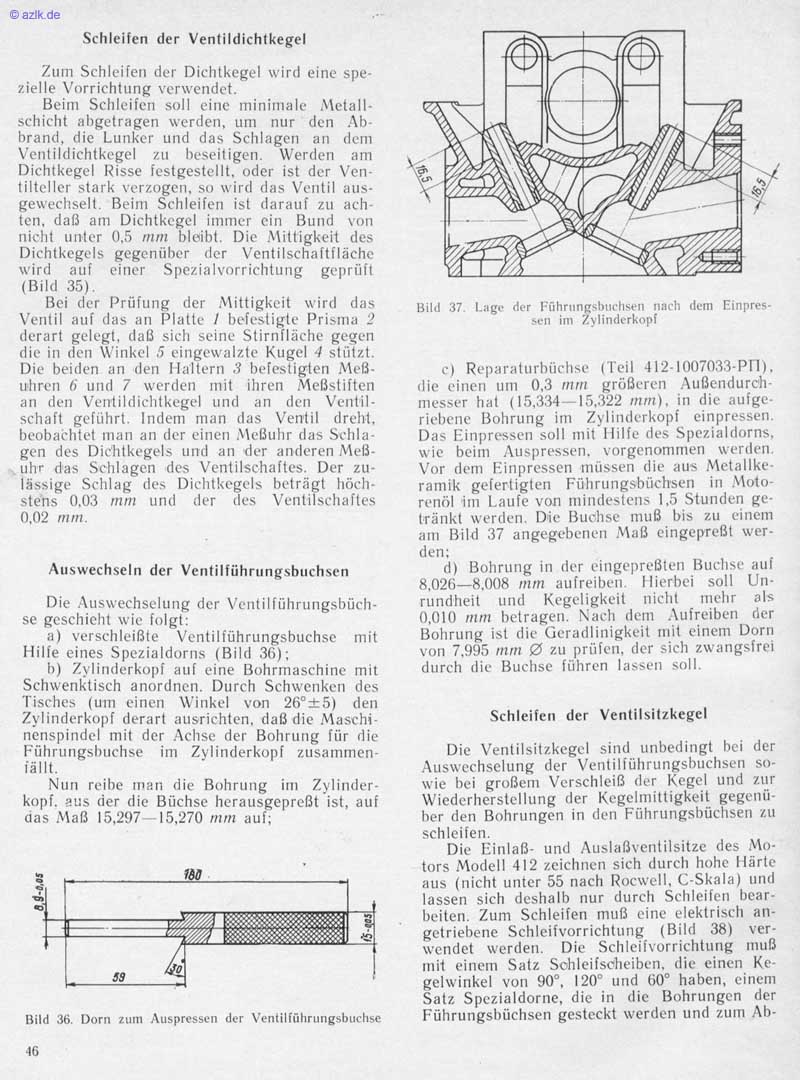
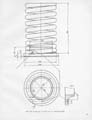
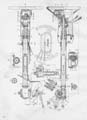
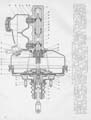
@ azkde Schleifen der Ventildichtkegel Zum Schleifen der Dichtkegel wird eine spe• zielle Vorrichtung verwendet. Beim Schleifen soll eine minimale Metall- schicht abgetragen werden, um nur den Ab- brand, die Lunker und das Schlagen an dem Ventildichtkegel zu beseit igen. Werden am Dichtkegel Risse festgestellt, oder ist der Ven- tilteller stark verzogen. so wird das Ventil aus- gewechselt. Beim Schleifen ist darauf zu ach- ten. daß am Dichtkegel immer ein Bund von nicht unter 0.5 mm bleibt. Die Mittigkeit des Dichtkegels gegenüber der Ventilschaftiläche wird auf einer Spezial vorrichtung geprüft (Bild 35). Bei der Prüfung der Mittigkeit wird das Ventil auf das an Platte I befestigte Prisma '2 derart gelegt, daß sich seine Stirnfläche gegen die in den Winkel 5 eingewalzte Kugel stiitzt. Die beiden an den Haltern 3 befestigten Meß- uhren 6 und 7 werden mit ihren Meßstiften an den Ventildichtkegel und an den Ventil- schait geführt. Indem man das Ventil dreht. beobachtet man an der einen Meßuhr das Schla- gen des Diehtkegels und an der anderen Meß- uhr das Schlagen des Ventilschaftes. Der zu- lässige Schlag des Dichtkegels beträgt höch• stehs 0,03 mm und der des Ventilschaftes 0,02 Auswechseln der Ventilführungsbuchsen Die Auswechselung der Ventiliührungsbüch- se geschieht wie folgt: a) verschleißte Ventiliührungsbuchse mit Hilfe eines Spezialdorns (Bild 36); b) Zylinderkopf aui eine Bohrmaschine mit Schwenktisch anordnen. Durch Schwenken des Tisches (um einen Winkel von 260±5) den Zylinderkopf derart ausrichten, daß die Maschi- nenspindel mit der Acllse der Bohrung für die Führungsbuchse im Zylinderkopf zusammen- fällt. Nun reibe mun die Bohrung im Zylinder. kopf. gus vier die Büchse herausgepreßt ist, auf das Maß 15,297—15,270 mm auf; 59 Bild 36. Dorn zum Auspressen der Ventiliührungsbuchse 46 Bild 37. Lage der Führtmgsbtwhsen nach dem Einpres• sen im Zylinderkopf Reparaturbiichse (Teil 412-1007033.PV1). messer hai (15.334—15,322 mm), in die auige- riebene Bohrung im Zylinderkopf einpressen. Das Einpressen soll mit Hilfe des Spezialdorns, wie beim Auspressen. vorgenommen werden, Vor dem Einpressen müssen die aus Metallke• ramik gefertigten Führungsbiichsen in Moto- renöl im Laufe von mindestens Stunden ge- tränkt werden. Die Buchse muß bis zu einem am Bild 37 angegebenen Maß eingepreßt wer- den; d) Bohrung in der eingepreßten Buchse aui 8,026—8.008 mm aufreiben. Ilierbei soll Un• rundheit und Kegeligkeii nicht mehr als 0,010 mm betragen. Nach dem Aufreiben der Bohrung ist die Geradlinigkeit mit einem Dorn von 7,995 mm Ø zu prüfen, der sich zwangsfrei durch die Buchse führen lassen soll. Schleifen der Ventilsitzkegel Die Ventilsitzkegel sind unbedingt bei der Auswechselung der Ventiliührungsbuchsen so- wie bei großem Verschleiß der Kegel und zur Wiederherstellung der Kegelmittigkeii gegenü- her den Bohrungen in den Führungsbüchsen zu schleifen. Die Einlaß- und Auslaßventilsitze des Mo- tors Modell 412 zeichnen sich durch hohe Iliirte aus (nicht unter 55 nach Rocwell, C-Skala) und lassen sich deshalb nur durch Schleifen bear- beiten. Zum Schleifen muß eine elektrisch an- getriebene Schleifvorrichtung (Bild 38) ver- wendet werden. Die Schleiivorrichtung muß mit einem Satz Schleifscheiben. die einen Ke- gelwinkel von 900. 1200 und 600 haben, einenl Satz Spezialdorne, die in die Bohrungen der Führungsbüchsen gesteckt werden und zum Ab-